Цикл статей:
Глава 1 — Совершенствование технологии восстановления колесных пар повышенной твердости
Глава 2 — Перспективы использования колес повышенной твердости
Глава 3 — Теоретическое исследование процесса восстановления профиля катания колесных пар повышенной твердости
Глава 4 — Экспериментальное исследование обрабатываемости бандажной стали повышенной твердости
Глава 5 — Оптимизация процесса восстановления колесных пар повышенной твердости
Глава 6 — Технико-экономическая оценка результатов исследования
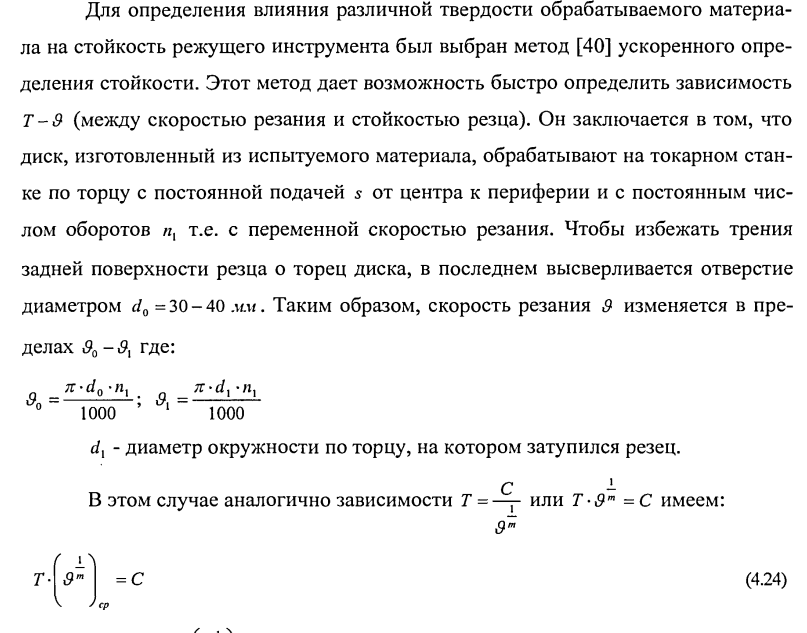
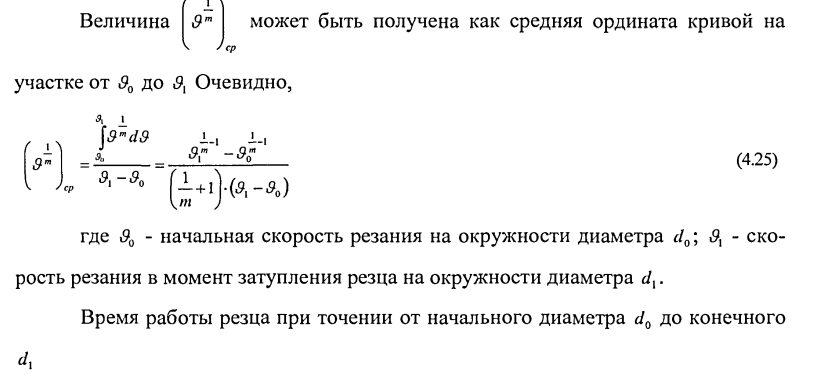
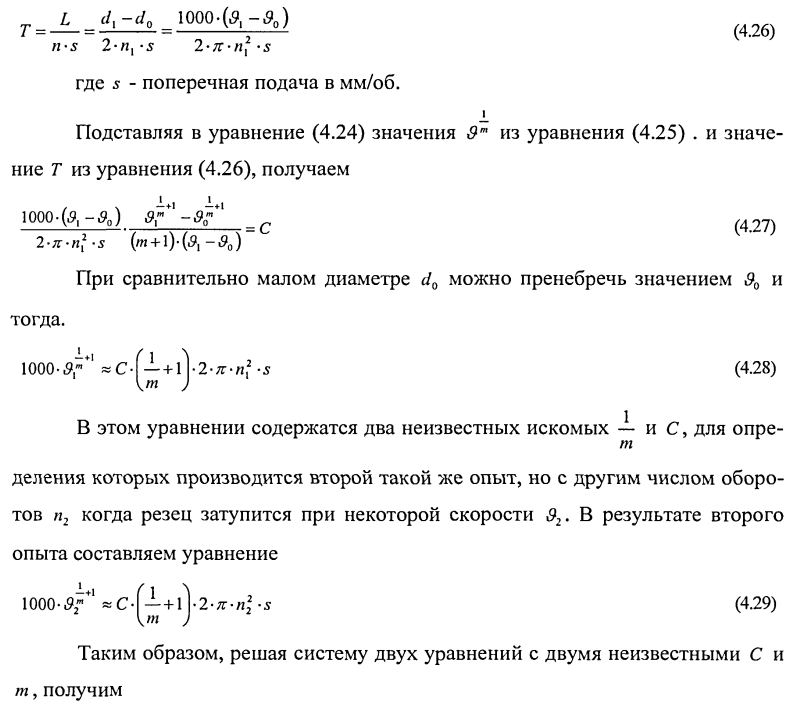
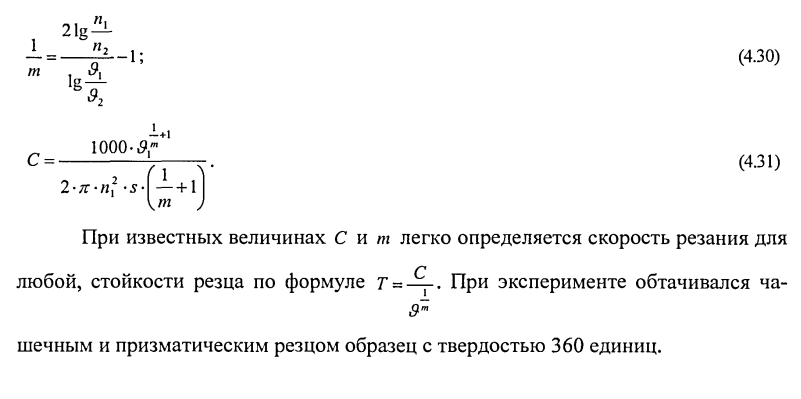
Методика проведения эксперимента
Обрабатываемость материалов — это комплексное понятие; она характери-зуется рядом факторов:
1) скоростью резания (основной критерий обрабатываемости), допускае¬мой режущим инструментом при определенной стойкости и других постоянных параметрах;
2) силами резания или мощностью, потребной для обработки резанием при определенных условиях;
3) качеством обработанной поверхности.
Эти факторы тесно связаны с физико-механическими свойствами обраба-тываемых материалов и, следовательно, с их химическим составом и структурой.
Методика определения обрабатываемости бандажной стали повышенной твердости, включала в себя ряд этапов:
• подготовка образцов;
• определение химического состава бандажной стали;
• термообработку образцов на заданную твердость;
• контроль твердости;
• подготовку приборов и регистрирующей аппаратуры, их тарировку;
• подготовку станка;
• подготовку партии режущего инструмента;
• разработка плана эксперимента;
Для экспериментального исследования обрабатываемости бандажной ста¬ли повышенной твердости на кафедре «Технология металлов» ПГУПС, был про¬веден комплекс экспериментов по определению сил резания, определению стой¬кости режущего инструмента, оценки качества обработанной поверхности при обработке резанием бандажной стали повышенной твердости на определенных режимах резания.
Теоретические основы планирования эксперимента
При оценки параметров режима резания для колесных пар повышенной
твердости была поставлена задача определить оптимальные значения технологических параметров, отвечающих за обработку колесных пар.
Для нахождения оптимального соотношения этих параметров был использован метод планирования эксперимента, позволяющий решить задачу оптимизации технологического процесса при помощи ограниченного числа экспериментов. Планирование эксперимента позволяет решить следующие задачи:
- выявление количественных закономерностей, устанавливающих отношение между переменными, которые описывают объект исследования.
- нахождение значений переменных, обеспечивающих оптимальный (по определенному критерию) режим функционирования объекта.
Планирование эксперимента [1] при решении названных задач состоит в выборе числа и условий проведения опытов, позволяющих получить необходимые знания об объекте исследования с требуемой точностью. При этом важнейшим условием научно поставленного эксперимента является минимизация общего числа опытов, а следовательно, и затрат материальных, трудовых и временных ресурсов. Уменьшение числа опытов, конечно, не должно существенно отражаться на качестве полученной информации.
Планирование эксперимента начинается с выбора входных и выходных переменных. [2 — 6]. Входные переменные / = 1, к, определяющие состояние объекта, называют влияющими факторами. Основное требование к факторам — достаточная управляемость, под которой понимается возможность установить нужный уровень фактора и стабилизировать его в течение всего опыта. Факторы могут быть количественные и качественные. Примерами количественных факторов служат температура, прочность, геометрические параметры инструмента и т.п. Их уровням соответствует числовая шкала. Различные конструкции механизмов, те или иные способы обработки материалов, разнообразные алгоритмы функционирования системы являются примерами качественных факторов [8]. Уровням таких факторов не соответствует числовая шкала, и последовательность их изменения не играет роли.
Выходная переменная У — это реакция объекта на входные воздействия; она носит название функции отклика или цели. Выбор функции отклика определяется целью исследования, которая может представлять собой оптимизацию экономической (стоимость, производительность), технологической (точность, качество, быстродействие), конструктивной (габариты, надежность) или другой характеристики объекта.
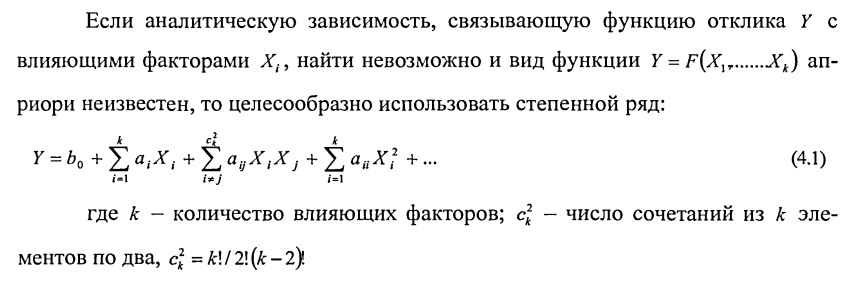

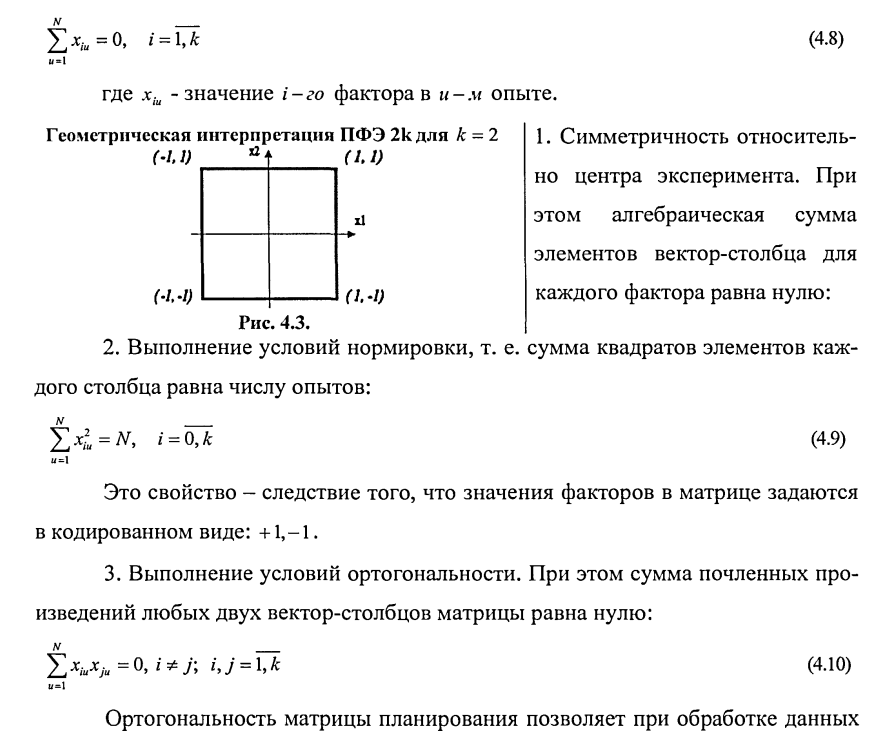
Для удобства обработки и интерпретации результатов эксперимента целесообразно все факторы представить в безразмерной форме. Для этого производят операцию линейного преобразования факторного пространства — операцию кодирования. Ее сущность заключается в том, что начало координат факторного пространства переносится в точку с координатами Х.х (центр эксперимента, на рис. 4.1. — точка 0′), где х, =
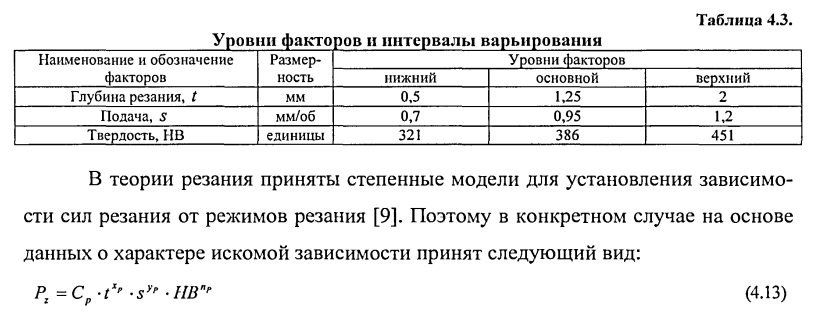
Определение сил резания
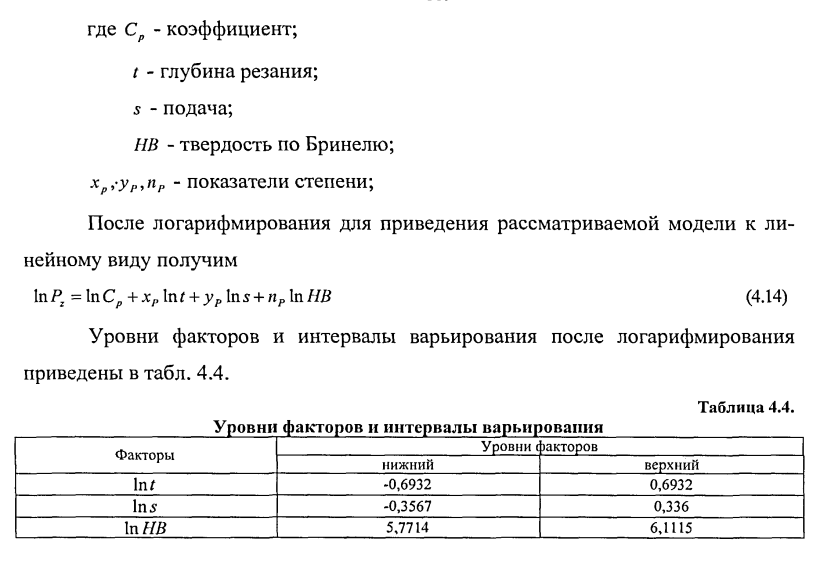
Уровни факторов и интервалы варьирования переменных приведены в табл. 4.3.
Исследование влияния твердости обрабатываемого материала на стойкость режущего инструмента
Выводы по главе 4
- Предложена методика проведения экспериментов с использованием ме¬тода планирования эксперимента. Установлены области определения факторов, интервалы варьирования, количество опытов;
- Получены зависимости, устанавливающие связи между силами резания и параметрами НВ) процесса восстановления;
- Проведены статистический анализ полученной модели и сравнение экс-периментальных данных по силам резания с теоретическими. Расхождения соста¬вило 7 — 12 %;
- С использованием ускоренного метода исследований получена зависи¬мость скорость резания — период стойкости инструмента для бандажной стали с твердостью 360 НВ. Расхождение экспериментальных данных с данными теоре¬тических расчетов составило 9 — 15 %.
Список использованной литературы
- И. А. Иванов, А. А. Воробьев, В. С. Кушнер, А. С. Безннн Влияние твердости поверхности катания железнодорожных колес на параметры режима обработки // Новые материалы и технологии в машиностроении. Сборник научных трудов / Под ред. Е.А. Памфилова. — Выпуск 3. — Брянск: БГИТА, 2004. — с. 37 — 41.
- Box G. Е. P., Wilson К. В. On the Experimental Attainement of Optimum Condi¬tions. -J. Royal Statist. Soc., ser. В., 1951, v. 13, № 1, p. 1-45.
- Горский В. Г. Адлер Ю. П., Талалай А. М. Планирование промышленных экс-периментов (модели динамики). М., Металлургия, 1978. — 112 с.
- Налимов В. В.,Голикова Т. Н. Логические основания планирования экспери¬мента. 2-е изд., перераб. и доп. М.: Металлургия, 1981. — 152 с.
- Белый Н. В., Власов К. П. Клепиков В. Б. Основы научных исследований и тех-нического творчества. — Харьков: Выща шк. Изд-во при Харьк. Ун-те, 1989. — 200 с.
- Иванов И. А. Планирование эксперимента при исследовании процесса резания материалов. — Л.: ЛИИЖТ, 1979. -24.
- Иванов И. А., Урушев С. В. и др. Обработка металлов резанием: Руководство к лабораторным работам. — СПб.: ПГУПС, 2002. — 122 с.
- Митропольский А. К. Техника статистических вычислений. М.: Наука, 1979. — 576 с.
- Линник Ю. В. Метод наименьших квадратов и математико- статистической теории обработки наблюдений. 2-е изд., дополн. и испр. М.: Изд-во физ. — мат. ли¬тер., 1962.-352 с.
- Адлер Ю. П., Маркова Е. В., Грановский Ю. В. Планирование эксперимента при поиске оптимальных условий. М.: Наука, 1976. — 279 с.
- Вульф А. М. Резание металлов. — Л.: Машиностроение, 1973, 496 с.